


Ein Bauteil und unterschiedliche Ergebnisse
Wer kennt es nicht, man gibt die Messung eines Bauteils in Auftrag und es kommt nicht das gewünschte Ergebnis heraus. [...]
Die 2001 gegründete topometric GmbH ist ein führendes Dienstleistungszentrum im Bereich der industriellen 3D-Messtechnik
Wer kennt es nicht, man gibt die Messung eines Bauteils in Auftrag und es kommt nicht das gewünschte Ergebnis heraus. [...]
Flexibilität und schnelle Reaktionszeiten - um in einem Serienprozess keine Stillstands Zeiten zu verursachen sind diese Eigenschaften an einen [...]
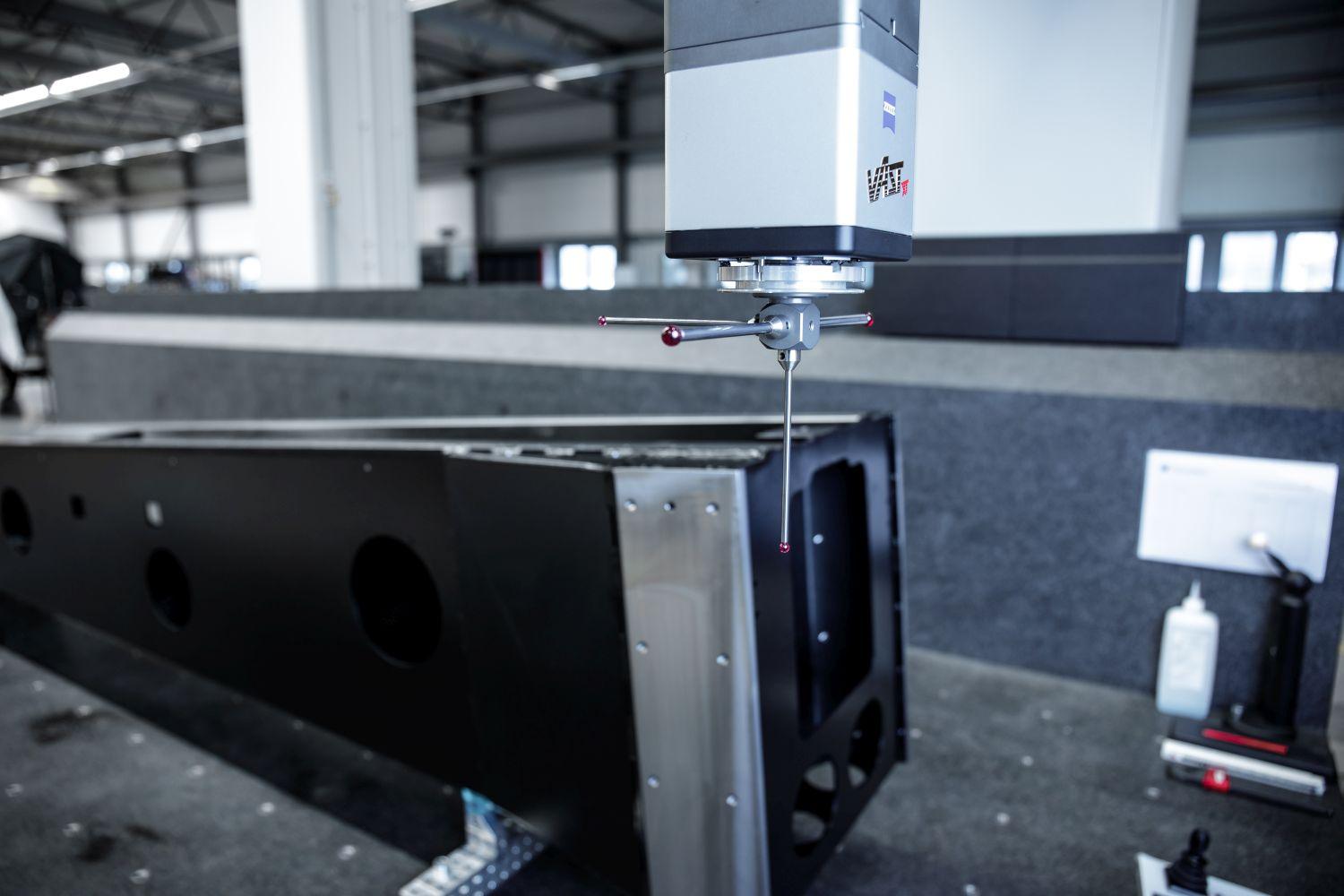
Die Frage „gibt es für die taktile Messtechnik überhaupt noch eine Zukunft?“ wird derzeit immer wieder diskutiert. Da die [...]
Zwar nicht im Osternest gefunden aber dafür mindestens genau so schön haben uns am Dienstag unsere neue Sensoren aus [...]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}